手 机:13380137827
邮 箱:allen.zhang@kiben3d.com.cn
电 话:13380137827
网 址:www.kiben3d.com
地 址:东莞市厚街镇白濠保威工业园深溪路33号
● 成型工具
● 冲压模具
● 冲模
金属 X™系统
● 50HRC(A2热处理)
● 55HRC(D2热处理)

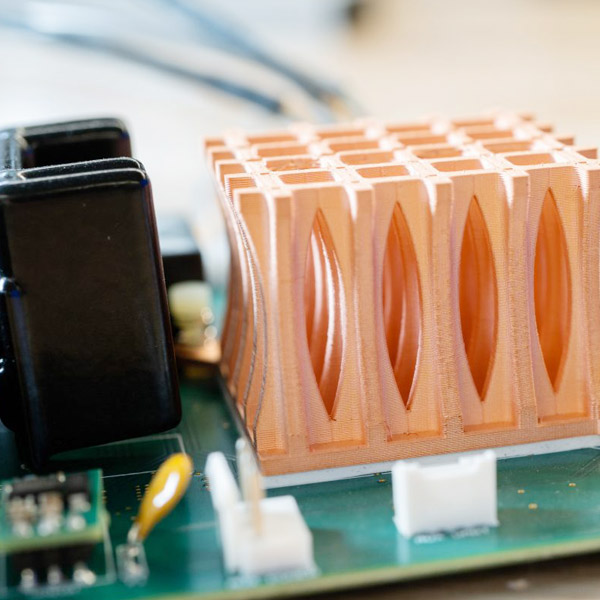
精品应用展示效果

A2和D2工具钢
注:
D2加工工艺
D2工具钢可以通过热处理,以提高硬度和耐用性。Markforged建议对D2工具钢通过Markforged烧结炉进行热处理,以优化目标应用的材料特性。
1.缓慢加热至760℃(1400°F),至少保温30分钟。
2.加热至1040℃(1904°F)。将部件在温度下保持30-45分钟。
3.空气淬火部分至低于65℃(150°F)。
4.回火部分。对于每次回火,将零件加热至200℃(392°F)并回火30分钟。如果两次回火,在两次回火之间让部件冷却至室温。注意:也可以使用更高温度的回火——这会增加韧性但会降低硬度。
根据ASTM(美国测试和材料学会)国际组织标准测试:经过Markforged热处理后:0.2%压缩屈服强度1690MPa,弹性模量187GPa,硬度55HRC,相对密度4 97%。
A2加工工艺
1.在Markforged标准炉(非真空)中将A2工具钢零件加热至 970℃(1780°F),并将零件在温度下保持30-45分钟。
2.空气淬火时零件处理至65(150°F)。
3.在Markforged标准炉中对A2工具钢零件进行双重回火。对于每次回火,将零件加热至 150-550℃(302-1022°F)并回火2小时,或按照零件厚度,每英寸(2.54厘米)厚度回火1小时。如果两次回火,在两次回火之间让部件冷却至室温。
根据ASTM(美国测试和材料学会)国际组织标准测试:经过Markforged热处理后:0.2%压缩屈服强度1170MPa,弹性模量160GPa,硬度50HRC,相对密度4 94.5%。


[ 网站二维码 ]